
對(duì)于長(zhǎng)期處于潤(rùn)滑油工況中的軸瓦,油分子已滲入機(jī)體,在焊接修復(fù)時(shí),這些滲油的表面層阻礙金屬間的熔合,故應(yīng)做認(rèn)真清理。應(yīng)對(duì)已損壞的軸瓦做認(rèn)真檢查,確定焊接修復(fù)部位,在徹底清除軸瓦上的未熔化卻已過(guò)熱的部位之后,使用金屬清洗劑對(duì)其表面氧化膜和油污做認(rèn)真清洗。再用刮刀將要修復(fù)部位的破損層刮去,在此基礎(chǔ)上再刮去0.2~0.5mm 深(或刮至軸瓦鑄鐵層),軸瓦表面處理之后,要將它預(yù)熱至150~180℃,然后放置在電爐或烘爐上,保持溫度以減緩其在焊接修復(fù)時(shí)的冷卻速度,這時(shí)要注意防止已處理過(guò)的軸瓦表面再污染,巴氏合金的熔點(diǎn)較低,底層釬接時(shí),釬接溫度不宜過(guò)高,否則非釬接部位的巴氏合金會(huì)產(chǎn)生過(guò)熱或熔化。為確保焊道內(nèi)不殘留氣孔和夾渣,每層焊道完成后,要進(jìn)行重熔。并使用紫銅絲攪動(dòng)熔池,以促進(jìn)氣孔和夾渣上浮。重熔時(shí),焊炬和焊絲擺動(dòng)方法以及速度與焊接時(shí)相同。巴氏合金易氧化,為保證焊接質(zhì)量,每層焊道及重熔完成后,都要涂刷氯化鋅溶液,并刷除焊道表面的氧化物和浮渣。當(dāng)堆焊層的厚度過(guò)厚時(shí),可采用多層焊,堆焊表面要比軸瓦原始表面略高。堆焊過(guò)程中應(yīng)注意,在焊道與原始表面交界處不要產(chǎn)生咬邊和未熔合等缺陷,表面檢查,沒(méi)有氣孔、夾渣和未熔合為合格。采用刮削方法恢復(fù)其原始尺寸,并使用假軸檢查刮削的效果。
不管采用哪種方法修復(fù)的軸瓦,安裝時(shí)都必須達(dá)到以下要求:
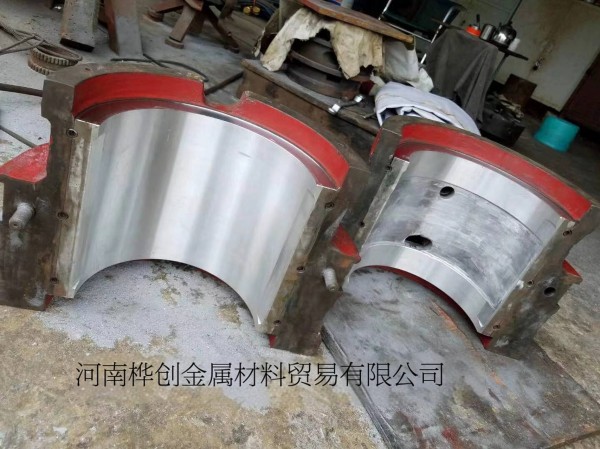
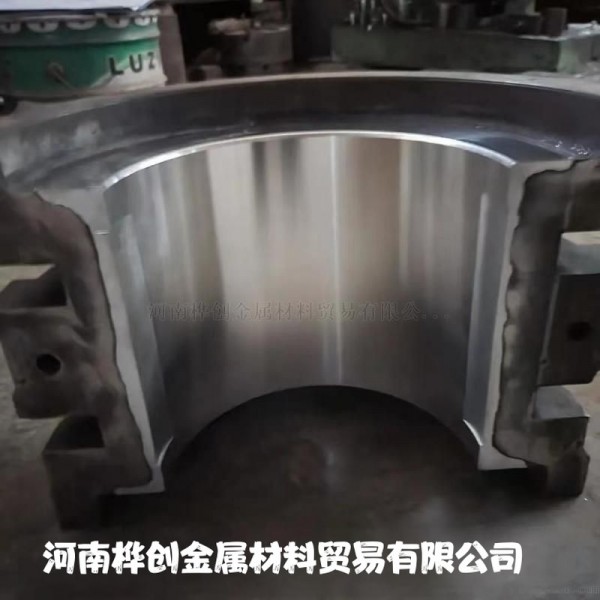
(1)軸承合金與瓦的鑄合應(yīng)嚴(yán)密、牢固,不得有脫殼、裂紋、氣孔等缺陷。
(2)對(duì)需要刮研的球面瓦,應(yīng)檢查球面瓦與所配中空軸軸頸的接觸情況。要求全瓦接觸區(qū)形成連續(xù)均勻分布的接觸帶,按圖紙要求檢查側(cè)隙;
生產(chǎn)各種合金軸瓦、工礦配件、礦山設(shè)備制造、銷售的專業(yè)廠家,是國(guó)內(nèi)同行業(yè)中專業(yè)化生產(chǎn),生產(chǎn)能力及規(guī)模較大、技術(shù)能力較強(qiáng)的企業(yè)。產(chǎn)品質(zhì)量可靠,售后服務(wù)體系完善。產(chǎn)品嚴(yán)格按照國(guó)家標(biāo)準(zhǔn)生產(chǎn),產(chǎn)品質(zhì)量保證,深受用戶信賴。